

Огляд проекту
Креслення заготовок: Залежно від креслень САПР, наданих Стороною А. Технічні вимоги: Об'єм завантаження силосу ≥виробничої потужності за одну годину.
| Тип заготовки | Специфікація | Час обробки | Обсяг зберігання/годину | Кількість проводів | Вимога |
| Прес-плита SL-344 | 1T/2T/3T | 15 | 240 | 1 | Сумісний |
| 5T/8T | 20 | 180 | 1 | Сумісний | |
| Подвійна кільцева пряжка SL-74 | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
Креслення заготовки, 3D-модель
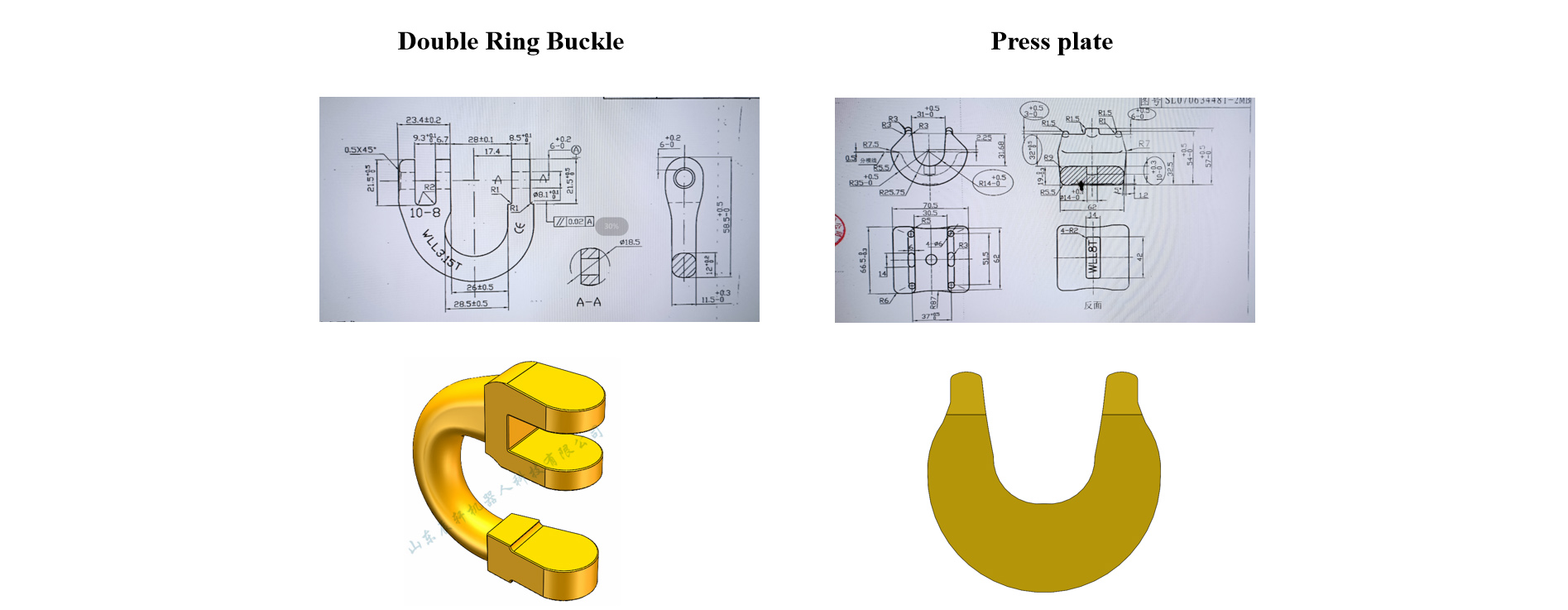
Схема макета
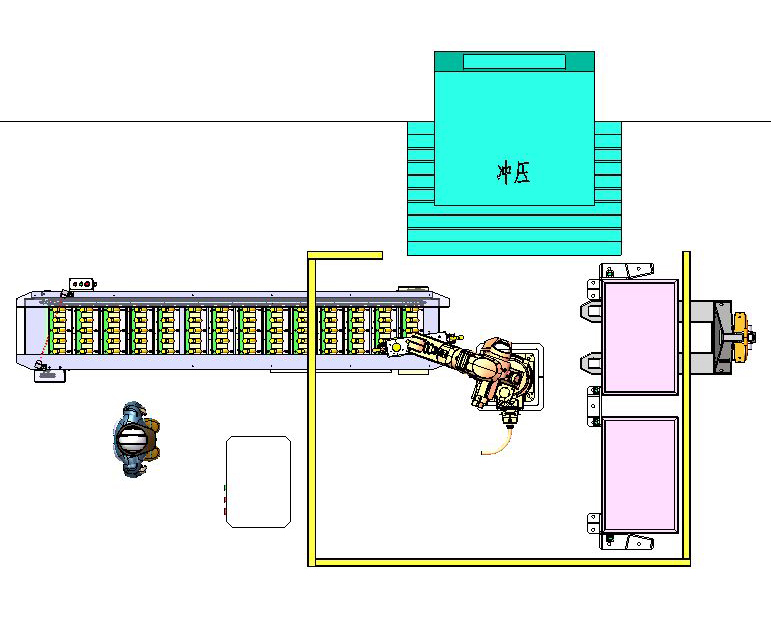
Опис: Детальні розміри зайнятої землі мають бути визначені в проекті.
Список обладнання
Кошик для тимчасового зберігання перегородкових плит
| Серійний номер | Ім'я | Номер моделі | Кількість. | Зауваження |
| 1 | Роботи | ХБ25 | 1 | Chenxuan (включаючи корпус, шафу керування та демонстратор) |
| 2 | Роботизований щипець | Налаштування | 1 | Ченьсюань |
| 3 | База роботів | Налаштування | 1 | Ченьсюань |
| 4 | Електрична система керування | Налаштування | 1 | Ченьсюань |
| 5 | Завантажувальний конвеєр | Налаштування | 1 | Ченьсюань |
| 6 | Захисна огорожа | Налаштування | 1 | Ченьсюань |
| 7 | Пристрій виявлення положення матеріальної рами | Налаштування | 2 | Ченьсюань |
| 8 | Глуха рамка | / | 2 | Підготовлено Стороною А |
Опис: У таблиці наведено список конфігурації окремої робочої станції.
Технічний опис
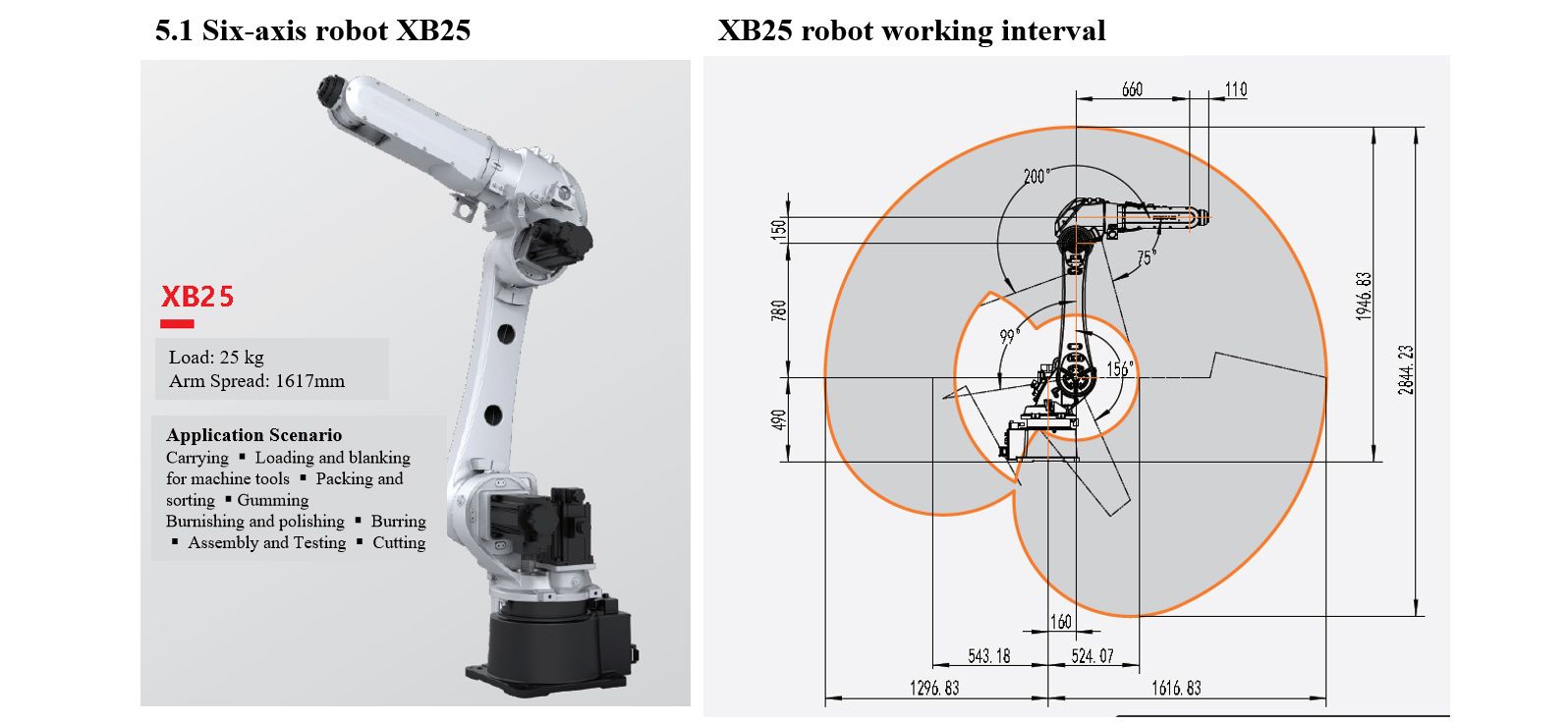
Шестиосьовий робот XB25
Робот XB25 є основним параметром
| Номер моделі | Ступінь свободи | Навантаження на зап'ястя | Максимальний робочий радіус | ||||||||
| ХБ25 | 6 | 25 кг | 1617 мм | ||||||||
| Повторна точність позиціонування | Маса тіла | Ступінь захисту | Режим встановлення | ||||||||
| ± 0,05 мм | Приблизно 252 кг | IP65 (захист від зап'ястя IP67) | Наземний, підвісний | ||||||||
| Інтегроване джерело повітря | Інтегроване джерело сигналу | Номінальна потужність трансформатора | Узгоджений контролер | ||||||||
| Повітропровід 2-φ8 (8 бар, електромагнітний клапан для опції) | 24-канальний сигнал (30 В, 0,5 А) | 9,5 кВА | XBC3E | ||||||||
| Діапазон рухів | Максимальна швидкість | ||||||||||
| Вал 1 | Вал 2 | Вал 3 | Вал 4 | Вал 5 | Вал 6 | Вал 1 | Вал 2 | Вал 3 | Вал 4 | Вал 5 | Вал 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/пд.ш. | 186°/пд.ш. | 183°/пд.ш. | 492°/пд.ш. | 450°/пд. | 705°/пд.ш. |
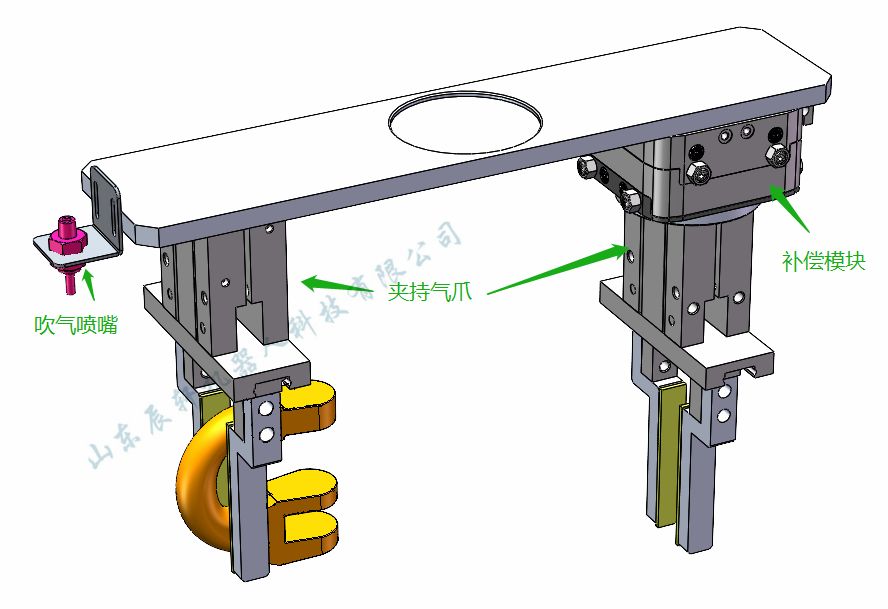
Роботизований щипець
1. Двостанційна конструкція, інтегроване завантаження та гасіння, здатна реалізувати швидку операцію перезавантаження;
2. Застосовується лише для затискання заготовок заданої специфікації, а кліщі сумісні лише із затисканням подібних заготовок у певному діапазоні;
3. Фіксація живлення у вимкненому стані гарантує, що виріб не впаде за короткий час, що є безпечним та надійним;
4. Група високошвидкісних пневматичних форсунок може виконувати функцію обдування повітрям у обробному центрі;
5. Для затискних пальців слід використовувати м’які поліуретанові матеріали, щоб уникнути защемлення заготовки;
6. Модуль компенсації може автоматично компенсувати позиціонування заготовки або похибки кріплення та зміну допуску заготовки.
7. Діаграма наведена лише для довідки, а деталі залежать від фактичного проекту.
| Технічні дані* | |
| Номер замовлення | XYR1063 |
| Для з'єднання фланців згідно з EN ISO 9409-1 | ТК 63 |
| Рекомендоване завантаження [кг]** | 7 |
| Переміщення по осі X/Y +/- (мм) | 3 |
| Сила утримання центру (Н) | 300 |
| Сила утримання поза центром [Н] | 100 |
| Максимальний робочий тиск повітря [бар] | 8 |
| Мінімальна робоча температура [°C] | 5 |
| Максимальна робоча температура [°C] | +80 |
| Об'єм повітря, що споживається за цикл [см3] | 6.5 |
| Момент інерції [кг/см2] | 38,8 |
| Вага [кг] | 2 |
| *Усі дані виміряні за тиску повітря 6 бар **У зібраному вигляді по центру |
Модуль компенсації

Модуль компенсації може автоматично компенсувати позиціонування заготовки або похибки пристосування, а також зміну допуску заготовки.
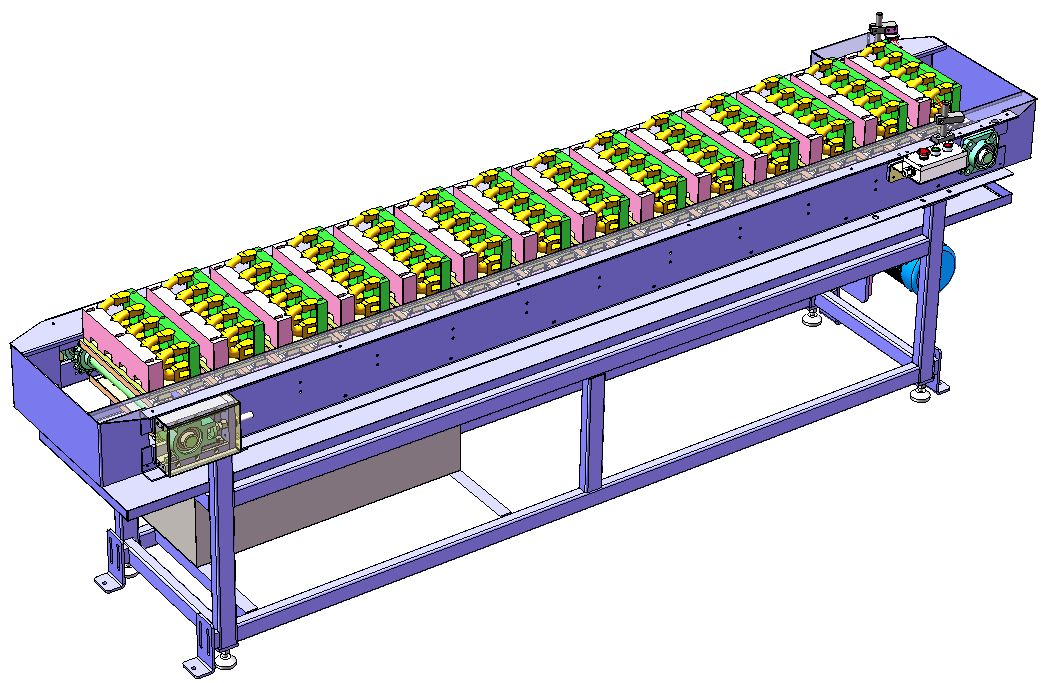
Лінія завантаження та транспортування
1. Лінія завантаження та транспортування використовує ланцюгову одношарову конвеєрну структуру з великою місткістю, легким ручним керуванням та високою економічністю;
2. Розрахована кількість розміщеної продукції повинна відповідати виробничій потужності протягом однієї години. За умови регулярного ручного подання кожні 60 хвилин можлива робота без зупинки;
3. Лоток для матеріалу захищений від помилок, що сприяє зручному ручному спорожненню, а оснащення силосу для заготовок різних специфікацій слід регулювати вручну;
4. Для лотка для завантаження силосу обрані масло- та водостійкі, антифрикційні та високоміцні матеріали, а під час виробництва різних продуктів потрібне ручне регулювання;
5. Діаграма наведена лише для довідки, а деталі залежать від фактичного проекту.
Електрична система керування
1. Включаючи керування системою та передачу сигналів між обладнанням, зокрема датчиками, кабелями, кабель-каналами, комутаторами тощо;
2. Автоматичний блок оснащений триколірною сигнальною лампою. Під час нормальної роботи триколірна лампа світиться зеленим кольором; а якщо пристрій виходить з ладу, триколірна лампа своєчасно відображає червоний сигнал тривоги;
3. На шафі керування та демонстраційному блоці робота є кнопки аварійної зупинки. У разі надзвичайної ситуації кнопку аварійної зупинки можна натиснути, щоб одночасно здійснити аварійну зупинку системи та відправити сигнал тривоги;
4. За допомогою демонстратора ми можемо компілювати багато видів прикладних програм, які можуть відповідати вимогам оновлення продуктів та додавання нових продуктів;
5. Усі сигнали аварійної зупинки всієї системи керування та сигнали блокування безпеки між обробним обладнанням і роботами підключені до системи безпеки, а блоковане керування здійснюється через програму керування;
6. Система керування реалізує сигнальний зв'язок між робочим обладнанням, таким як роботи, завантажувальні силоси, кліщі та обробні верстати;
7. Система верстата повинна реалізовувати обмін сигналами з робототехнічною системою.
Обробний верстат (надається користувачем)
1. Верстат для обробки металу повинен бути оснащений механізмом автоматичного видалення стружки (або для регулярного очищення залізної стружки вручну) та функцією автоматичного відкривання та закривання дверей (якщо є операція відкривання та закривання дверей верстата);
2. Під час роботи верстата не допускається обмотання залізної стружки навколо заготовок, що може вплинути на затискання та розміщення заготовок роботами;
3. Враховуючи можливість потрапляння стружки у форму верстата, Сторона B додає функцію обдування повітрям до роботизованих кліщів.
4. Сторона А повинна обрати відповідні інструменти або технологію виробництва, щоб забезпечити прийнятний термін служби інструменту або заміну інструментів за допомогою змінного пристрою всередині верстата, щоб уникнути впливу на якість роботи автоматизованого блоку через знос інструменту.
5. Сигнальний зв'язок між верстатом і роботом має бути реалізований Стороною B, а Сторона A має надавати відповідні сигнали верстата за потреби.
6. Робот виконує грубе позиціонування під час вибору деталей, а кріплення верстата забезпечує точне позиціонування відповідно до опорної точки заготовки.
Захисна огорожа
1. Встановіть захисну огорожу, захисні двері, запобіжний замок та інші пристрої, а також виконайте необхідний блокувальний захист.
2. Захисні двері повинні бути встановлені у відповідному положенні захисної огорожі. Усі двері повинні бути обладнані запобіжним вимикачем і кнопкою, кнопкою скидання та кнопкою аварійної зупинки.
3. Захисні дверцята зблоковані з системою за допомогою запобіжного замка (вимикача). Коли захисні дверцята відкриваються неналежним чином, система зупиняється та подає сигнал тривоги.
4. Заходи безпеки гарантують безпеку персоналу та обладнання за допомогою апаратного та програмного забезпечення.
5. Захисне огородження може бути виготовлене Стороною А самостійно. Рекомендується зварювати його високоякісною сіткою та фарбувати поверхню жовтим попереджувальним лаком для випалу.

Захисна огорожа

Запобіжний замок
Захисна огорожа Робоче середовище (забезпечене Стороною А)
| Блок живлення | Джерело живлення: трифазне чотирипровідне змінного струму 380 В ± 10%, діапазон коливань напруги ± 10%, частота: 50 Гц; джерело живлення шафи керування роботом має бути оснащене незалежним повітряним вимикачем; шафа керування роботом має бути заземлена з опором заземлення менше 10 Ом;Ефективна відстань між джерелом живлення та шафою керування роботом повинна бути в межах 5 метрів. |
| Джерело повітря | Стиснене повітря повинно бути відфільтроване від води, газу та домішок, а вихідний тиск після проходження через FRL повинен становити 0,5~0,8 МПа; Ефективна відстань між джерелом повітря та корпусом робота повинна бути в межах 5 метрів. |
| Фонд | Обробити звичайну цементну підлогу майстерні Сторони А, а монтажну основу кожного обладнання закріпити до землі за допомогою дюбелів; Міцність бетону: 210 кг/см2; Товщина бетону: більше 150 мм;Нерівність фундаменту: менше ±3 мм. |
| Умови навколишнього середовища | Температура навколишнього середовища: 0~45 ℃; Відносна вологість: 20%~75% відносної вологості (конденсація не допускається); Віброприскорення: менше ніж 0,5G. |
| Різне | Уникайте контакту з легкозаймистими та агресивними газами та рідинами, а також не розбризкуйте олію, воду, пил тощо; не наближайтеся до джерела електричного шуму. |






